 打印本文
打印本文  关闭窗口
关闭窗口 摘要:针对某饮料有限公司果汁生产废水,采用EIC+UASB+接触氧化工艺进行处理。处理后出水水质:ρ(COD)为58 mg・L-1,ρ(SS)为16 mg・L-1,ρ(NH3-N)为2.65 mg・L-1,ρ(BOD5)为13.5 mg・L-1,ρ(TP)为0.20 mg・L-1。均低于《污水综合排放标准》(GB 8978--1996)中的一级标准。该系统容易控制、运行稳定且产生污泥量少。
关键词:果汁废水; UASB;EIC;接触氧化
中图分类号:X7 文献标识码:B 文章编号:1004―8642(2006)03―0024―02
The Treatment Wastewater of Juice Products by EIC and UASB Technique
LIU Zi-iun
Abstract: EIC,UASB and contact oxidation techniques were comfiined to process juice products on wasterwater of a beverage company.The specification for treated water was as the following:ρ(CODcr)=58 mg・L-1,ρ(SS)=16 mg・L-1,ρ(NH3-N)=2.65 mg・L-1,ρ(BOD5)=13.5 mg・L-1,ρ(TP)=0.2 mg・L-1,which reached primary standard of Integrated Wastewater Discharge Standard(GB 8978-1996).This process has the following advantages:easy controlment,stable operation and low sludge production.
Key words:Wastewater of Juice;UASB;EIC;Contact oxidation
徐州安德利果蔬汁有限公司是一家以生产果汁为主的企业,为解决该厂的污水处理问题,于2003年8月建成日处理污水2 000 m3,污水处理设施,但由于原设计方案的设计水质与废水站实际进水水质相差过大,满足不了实际处理的需要。因此,从2004年起该公司从实施清洁生产、加强生产全过程控制以及污水处理设施改造两方面人手,较好的解决了这一问题。
该公司以清洁生产的理念为指导,全面分析生产中各个环节,找出可能的污染源,提出改进措施。在水果清洗、果浆制备、榨汁等工序排出废水含有大量泥沙、碎果屑,必须进行预处理,在生产车间排水出口增加机械格栅和300 m3,沉淀池各一个,清除大的固形物和悬浮物,降低后续生化系统的处理负荷[1]。
1 改造水处理设施满足污水处理需要
由于废水站原设计方案的设计水质与废水站实际排水水质相差过大.导致污水处理设施满足不了实际需要,故2005年对废水站进行改造.采用UASB和EIC联合技术处理果汁废水,提高了处理能力并使排放废水达到国家标准。
1.1 废水水质
根据废水处理站2004年的运行数据的统计结果,进水水质状况如表l所示。
表1 水质状况 mg・L-1

1.2原废水处理设施存在的问题及分析
1.2.1原废水处理设施处理工艺
原废水处理设施设计处理水量2 000 m3・d-1,采用UASB好氧池生化处理工艺,其工艺流程如图1。
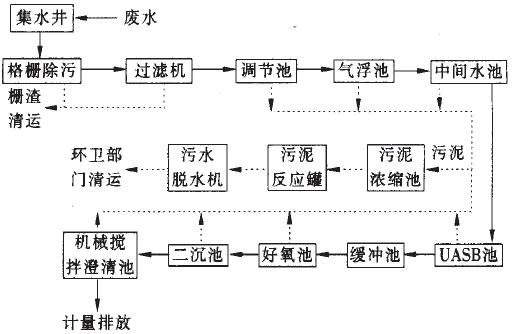
图1 原废水处理工艺流程
由于废水的进水指标超过设计指标近一倍,导致废水站处理量仅为设计量的50%,无法满足要求。
1.2.2存在问题分析
原废水处理工艺由三部分组成:预处理工段(包括格栅除污机、回转式过滤机、调节池、气浮池)。UASB工段(包括中间水池、UASB池、缓冲池)和好氧一沉淀澄清段(包括好氧池、二沉池、机械搅拌澄清池)。虽然预处理工段对SS具有很高的去除率,可满足进入UASB的要求。但由于原水的COD过高.变化幅度较大,并且大部分属溶解性的COD.至使进入UASB时的COD浓度远高于原设计浓度,增加了UASB处理负荷,使处理量降低,满足不了排放要求。
2采用UASB和EIC技术处理果汁废水
2.1改进处理工艺
要达到企业排水所必需的处理能力,在进水水质无法改变的情况下,只有设法提高厌氧处理部分的处理能力。经过考察和论证,决定在原废水处理系统中增加一个占地面积小,处理能力强的新型厌氧流化床/膨胀床反应器――EIC(厌氧旋流内循环反应器),处理能力为1 200 m3・d-1可保证在现有进水水质情况下,厌氧工段的处理量达2 000m3・d-1.出水水质ρ(COD)≤100 mg・L-1。
EIC由一个EGSB和UASB组合而成.正常运行条件下COD容积负荷相当高.一般可达20 kg・m-3・d-1以上,。营,COD去除率可达85%,远高于UASB反应器[2]。
EIC是中温厌氧反应器,最佳的运行温度为(35±2)℃。在颗粒污泥的运行条件下.由于甲烷菌对由有机物酸化造成的pH值降低有较强的适应能力,因此无需调节pH值,节省药剂费用使处理成本大大降低。改造后的工艺流程如图2。
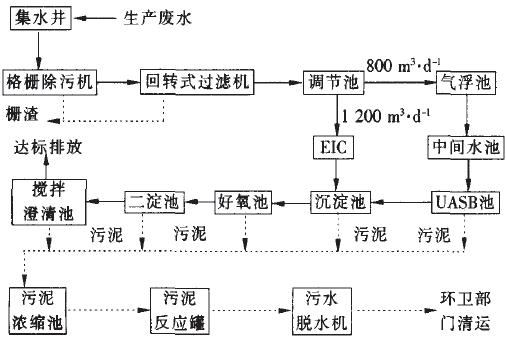
图2 UASB和EIC废水处理工艺流程
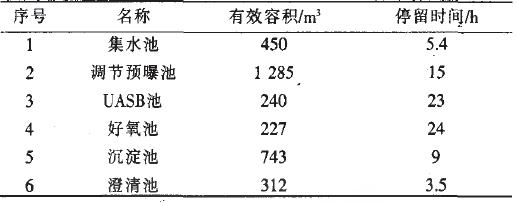
2.2主要构筑物及工艺参数
根据实际水量及处理单元需要。主要构筑物及工艺参数见表2。
表2 工程主要设计参数
3 处理效果
改造后的新处理系统2005年8月开始投入使用,几个月来运转正常,工艺过程容易控制,设备运行稳定,达到预定的目标。2005年12月5~7日,当地环境监测站对该厂改造后的水处理设施进行验收监测.结果见表3。
表3废水处理系统出水水质mg・L-1
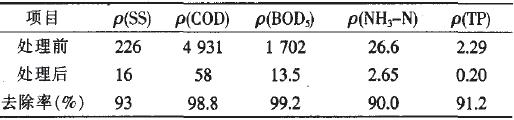
注:处理水量为2 000 m3・d-1
由上表可以看出.处理后废水中污染物浓度均低于《污水综合排放标准》(GB 8978-1996)表4一级标准,达到预期设计效果。
4技术经济分析
利用EIC处理的废水可不用添加任何药剂,每天节约药剂费600元左右。新增提升泵功率为11 kW,24 h运行,每天新增电费126.7元。按每年运行300 d。每年可节约运行费用为14.2万元。
5结论
(1)对果汁加工产生的高浓度有机废水采用UASB+EIC+接触氧化处理工艺进行处理。能提高处理能力降低成本,而且运行可靠、管理方便、处理效果好。
(2)工程实施后,处理后的水质达到《污水综合排放标准》(GB 8978-1996)表4一级标准。从根本上消除了对周围水环境的污染。解决了企业发展的后顾之忧,具有显著的社会效益和环境效益。
[参考文献]
[1]范立梅.国外食品工业废水处理的新技术[J].环境保护,1999(11):40―41.
[2]武江津,王凯军,丁庭华.三废处理工程技术手册一废水卷[M].北京:化学工业出版社,2000:662―679.
作者简介:刘子俊(1967-),男,江苏丰县人,大学本科,工程师,主要从事环境管理工作.
打印本文 关闭窗口