ENRT������ú������ӹ���ˮ�����е�ʵ��Ӧ��
[ժҪ]ú������ӹ������в����ĸ�Ũ�ȷ�ˮ�뽹����ˮ��ͬ�����ô�ͳ��A/O ���ռ�A2/O ���մ������ѴﵽԤ��Ч��������ֽ�ú���ͷ�ˮ�����Ѷȴ���ص㣬���ؽ�����ENRT ����������ijú���ͼӹ���ҵ��ʵ��Ӧ�á�����3 �������ҵĵ��ԣ���ˮCOD ȥ����Ϊ92.1%~96.1%������ȥ����Ϊ92.2%~100%���ɴﵽ����ˮ�ۺ��ŷű�����GB 8978��1996��һ���ŷű�Ҫ������һ����ȴ�������ˮ�������㳧���ڻ���Ҫ��ENRT �����ѵ�Ч�ʸߣ����гɱ��ͣ��ʺ��ڽ�����������ӹ��Ȼ�������ķ�ˮ������
[�ؼ���]���ﴦ�������ͷ�ˮ����������̿
[����]������ ���� ���� �����
[��ͼ�����] X703 [���ױ�ʶ��] B [���±��] 1005-829X��2012��05-0087-03
Application of ENRT process to the treatment of deep processed coal tar wastewater
Liu Ze��nan��Wang Xu��Jin Xudong��Li Guotao
Abstract�� The high-concentration wastewater produced in the course of deep processed coal tar wastewater is different from coking wastewater. It is very difficult to achieve the expected result by using the traditional A/O process and A2/O process. According to the big difficulty of treating the coal tar wastewater at this stage��the actual application of ENRT process to a Shaanxi coal tar processing enterprise is introduced emphatically. After a threemonth debugging��the COD removing rate ranges from 92.1% to 96.1% ��and ammonia nitrogen removing rate from 92.2% to 100%��reaching the first class of Integrated Wastewater Discharge Standard��GB 8978��1996��. If advanced treatment is further carried out��the effluent can meet the reusing requirements for the plant region. The ENRT process is characterized by high denitification rate and low operation costs��suitable for the advanced treatment of wastewater in the chemical engineering fields��such as coking processing��tar processing��etc. Key words�� biological treatment��tar wastewater treatment��biological carbon
����ʡij��ҵ��ú����Ϊԭ�ϣ��������͡�ϴ�͡����͡��ѷ��͡����ͼ�����Ȳ�Ʒ����Ʒ��ģΪ26.5 ��t/a�����ŷ�ˮ��ҪΪ���ͼ��¾�����ˮ�����ķ�ˮ�����������в����ķ���ˮ�ܵ���ɨ��������ȴˮ��ú���ͷ�ˮ�е���Ⱦ��Ũ�ȸߣ���ɸ��ӣ������а��������軯��軯���⣬�����зӡ����ᡢ����ȵ����������廯�����Լ��������������ӻ��л���Ⱦ����ڽ��Ѵ�������ˮ֮һ��1������ԭˮˮ���������1��
��1 ԭˮˮ��

�����ֳ���ʵ���ŷ�����Ʒ�ˮ����վ��ģΪ60 m3/d����2.5 m3/h����������ķ�ˮҪ��ﵽ����ˮ�ۺ��ŷű�����GB 8978��1996��һ���ŷű�Ҫ����2����
��2 GB 8978��1996 һ���ŷű�

1 ENRT ����ԭ��������
ENRT ��һ�ָ�Ч�ѵ����������̳������������������乤��ԭ������������ͨ��������ϸ�������ְ����������������ε���2��3����ʣ��İ�������ת�����������ε�������������������������ϸ��ֱ�����ɵ�����4����

ENRT ����������ͼ1 ��ʾ��
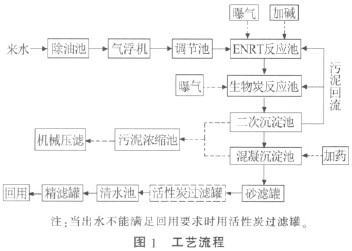
��Ũ�ȵ�ú���ͷ�ˮ�ڽ�����ˮ����ϵͳ֮ǰ���Ⱦ�����������ȥ���������ͷе���л���Ӷ����ͺ���������Ԫ����Ⱦ���ɡ��������ˮˮ��Ϊ��CODCr��2 500 mg/L��������300 mg/L���ӷ��ӡ�600 mg/L���軯���120 mg/L��SS��300 mg/L��pH Ϊ8~9��
������ķ�ˮ�辭�����ͺ͵���2 ��Ԥ�������ڡ����Ͳ����������ͣ��ֱ������˳��ͳغ���������ͨ���������ʹ�������Ч���ͽ�����������װ�õ��ͺ��������ڳؿɵ���ˮ��ˮ����ʹ���봦��ϵͳ����ˮ�����ִ��ˮ��ˮ�����������ں�ķ�ˮ����ENRT ����ϵͳ�����ѵ�����ȥ���ӡ��輰�����ж��к����ʡ�
2 �ֳ����յ��Լ��������
2.1 ���������������������������ѱ��
����ҵ��ˮ����վ����ȡ�Ը�����������������վѹ����ĸ����࣬�京ˮ����70%��80%�������ֳ�ʵ�ʳ���ȡ������2.4 t���ֱ���һ�κ��������κ�������Ͷ�ӻ���ʱ���ƺ������¶���30 �����ң�pH ��8 ���ң����ڰ���������20~30mg/L�� CODCr��500 mg/L ���ҡ�����36 h �����غ췢��������ԭ���������ʻƺ�ɫ����־��������������5����
����ú���ͷ�ˮ��B/C �ϵͣ�����Ҫ�����������μ���һ������Ӫ���Ρ���m��COD����m��N����m��P��=100��5��1 Ͷ�ӹ�ҵ�����ǡ����Σ���ҵ��������ƣ����������õĵ�������ˮ�а������л����ṩ�����ۼ���Ͷ��1 g������=1.06 g COD��ʵ�ʵ��Թ���������ҩƷ���ȼ���ˮ�ɷָ����Ե�ԭ�����е��������θ���ˮ������Ũ�Ƚ���Ͷ�ӡ����������������ü�ӻ�ˮ�ķ�ʽ������һ�κ��������κ��������¶���30~35 ����pH ��7.8~8.3 ֮�䣬����������30~40 mg/L�����������У����ڰ�����ϸ�����Ϸ�ֳ���ڰ����������л����������H+������ˮ��pH �����½�����pH��7.8 ʱ���乤ҵ̼���Ʊ���pH��7.8~8.3 ֮�䡣�������½�ʱ��ˮ����ˮ�����п��Ƴ��ڰ�����30~40 mg/L������15 d ���ҵ����������췢�ֽ϶��Ծ��ԭ���������ӳ桢�J�˳桢��Ӿ����ë���Լ��������������ֳ桢�߳�ȣ���ʱ���ɽ���ѱ���������ɵ��ԽΡ�
ѱ������߸��ɲ���������ˮ��ʽ���������еij�ʼ�β��������ɵ�1/5 ��ˮ���ٸ����ֳ�ʵ���������ˮ��������������ҪĿ���ǿ���һ�κ���������ȥ���ʣ�һ�������50%~70��������������80�����ϡ�Ϊ��ʹ����ϵͳƽ���������ɣ�����������ǰ�ڿ��������������Ρ����μ�������ֱ�����������С�
�����ص�����������ʱ�䳤����������������ѱ�������н�һ�Ρ����κ����صij�ˮ���뵽�����أ��������κ����ij�ˮ�¶��Ա�����������¶ȣ�һ���������¶ȿ�����40 �����ң�m��COD����m��N����m��P��=200��5��1��pH ��7.5~8.0 ֮�䡣����Լ50 d ��ѱ���������ر�����ִ�������ݣ���ⷢ�����ˮ�����������������Գ�һ�������½���˵��������������������ɡ�
����̿�ػ����������Զ��κ�����ˮ�д��������������ţ���������ѱ�����������Ͷ��һ�����Ļ���̿������������Ⱦ�ﲢת��Ϊ������Ӫ��Դ�����ƻ��ҺpH Ϊ7.5~8.0 ���¶�30~ 33 ������ˮCODCr 200��500 mg/L ��ͬʱ�������������ǡ����ε�Ӫ�����ʡ�����̿�ذ�m��COD����m��N����m��P��=100��5��1 ��Ӫ����������Ͷ�ӣ�Ȼ��������أ���ⰱ����CODCr���ӷ��Ӽ��軯��ȸ���ָ����е��ԡ�
2.2 �ֳ��������
ϵͳ���Գɹ�������ȶ����нΣ������ڼ����������ˮ��ʽ��Ϊ��������ϵͳ�ȶ����У�������Ҫ��֤���ڳص����ȣ����ȶ�ˮ�ʡ��ȶ�ˮ�����ȶ�ˮ�¡����ڳ�CODCr������1 500 ~1 700 mg/L������������120~150 mg/L���¶ȿ�����40 �����ҡ����Ҫ���乤ҵ̼���ƿ���һ�κ��������κ���������̿�ص�pH �ֱ���7.8 ~8.3��7.8 ~8.3 ��7.5~8.0����������������ϵͳ���¶���30~40 ��������¶Ƚϵ��������������м��ȣ���֤ϵͳ���ȶ����С�
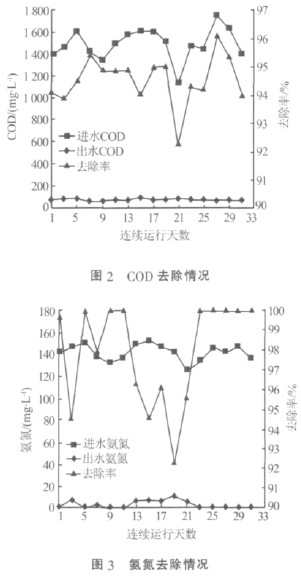
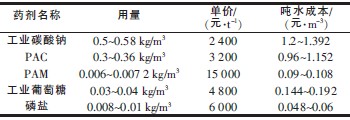
2.3 ENRT ���յĴ���Ч��
ϵͳ��2010 ��2 ��ĩ���Գɹ��������ȶ������Գɹ���һ�����ڵĽ���ˮCODCr�����������ͼ2��ͼ3 ��ʾ��
2.4 ���гɱ�����
��1���˹��ѡ���ˮ����վ��4 ��������Ա���˾��깤�ʼ�14 400 Ԫ��������Ϊ60 m3/d�����ˮ�����˹���Ϊ2.6 Ԫ/m3��
��2��ҩ���ѡ�����ҩ��������������3��
��3 ҩ��������
�ӱ�3 ���Կ���������1 t ��ˮ�����ҩ������Ϊ2.442~2.904 Ԫ��
��3����ѡ�����ѵ�����0.7 Ԫ/��kW��h�����㣬�������ķ���ԼΪ2.5 Ԫ/m3��
������������ˮ�����ܳɱ�Լ7.54~8.0 Ԫ��
3 ����
��1��ENRT ���ն�ú������ӹ���ˮ��CODCrȥ����Ϊ92.1%~96.1%������ȥ���ʴﵽ92.2%~100%���ܵ�ȥ���ʴ�75%���ϣ���ˮ�ɴﵽ����ˮ�ۺ��ŷű�����GB 89782��1996����һ���ŷű���
��2��ENRT �����ѵ���ͬ�ڴ�ͳ����������������������Һ��������ԭˮ�е�C/N �أ��������̼Դ����������С���ѵ�Ч�ʸߣ���������гɱ���
��3��ENRT ���ճ�ˮ������̿�ء�ɰ�˹ޡ�����̿�ޡ����˹�һ�����������㳧������ˮҪ��
��4��ENRT �������ڴ��������ߡ�����ǿ���л���ҵ��ˮ���罹����ˮ��������ӹ���ˮ�ȡ�
[�����]
[1]��ͬ��������. ���ﻯѧ[M]���������ߵȽ��������磬2002��145-149.
[2]��������������. �̳������������������ѵ������о�[J]. ɽ��������2004��30��8����67-68.
[3]����������С��������������. ������-�������������û������о�[J]. ��ҵ��ˮ���ˮ��2005 ��36 ��1����5-8.
[4]������Ф�ĵ�. ���������������������ѵ�����[J]. ����������2004��24��2����103-107.
[5] Verstraete W ��Philips S . Nitrification - denitrification processes and technologies in new contexts[J]. Environmental Pollution��1998��102��1����717-726.
[�����]�����ϣ�1985-����2008 ���ҵ��������ѧ����������ʦ��
|
�����Ķ�
|



