A2/O工艺处理化学制药工业高盐有机废水
摘要:采用预处理(蒸发脱盐、中和、混凝、沉淀)-缺氧-厌氧-好氧-二次混凝沉淀的组合工艺,可以有效去除制药工业废水的有机污染物, CODCr、甲苯、氨氮去除率分别为98.8%、99.6%和61.4%,出水满足GB 8978—1996《污水综合排放标准》一级标准的要求。缺氧、厌氧、好氧工序的污泥单独回流,可以减少菌群混杂,利于优势微生物的生存。厌氧单元是去除有机污染物的主要工序,有机物削减比例达70.1%。由于废水含盐量高,污泥沉降性能不佳,二沉池出水增加混凝沉淀工序,这是废水稳定达标的重要保障。
关键词:制药废水;高盐废水;厌氧;好氧;混凝沉淀
中图分类号:X787.031 文献标识码:A 文章编号:%1009-2455(2012)03-0031-04
Treatment of high salinity organic wastewater from chemical pharmaceutical industry
ZHANG Cheng-hong1,2, PENG Shu-chuan1, CHEN Jin-si2
Abstract:The combined process of pretreatment(evaporation desalination, neutralization, coagulation, sedimentation)-anoxic -anaerobic -aerobic -secondary coagulation precipitation could effectively remove the organic pollutants in wastewater from chemical pharmaceutical industry, the removal rates of CODCr, toluene and ammonia nitrogen were 98.8%, 99.6% and 61.4% respectively, the effluent water quality met the specification for grade 1 in GB 8978—1996 Integrated Wastewater Discharge Standard.The sludge in anoxic, anaerobic and aerobic stages flew back independently, which reduced the mixing of microbe groups, and was beneficial to the survival of dominant bacteria.Anaerobic stage was the main procedure of organic pollutants removal, and the removal rate reached 70.1% .As the said kind of wastewater contained a high concentration of salt, the sedimentation performance of the sludge was not good, therefore, setting coagulation-sedimentation tank behind the secondary sedimentation tank is an important measu re to ensure the effluent water quality meet the discharge standard steadily.
Keywords:pharmaceutical wastewater; high salinity wastewater; anaerobic; aerobic; coagulation sedimentation
化学原料药合成过程一般包括反应、分离、结晶、过滤、洗涤、干燥等工序,其中结晶、过滤、洗涤、尾气净化工序排放的是高浓度含盐有机废水,尾气净化工序生成含盐有机废液。原料药合成生产废水盐分含量很高,甚至达到30%,几乎接近饱和,如直接进入生化处理系统,则系统将迅速失效。因此,一般需进行预处理,如采用蒸发、EDS、膜分离等方法分离出废水中的盐分。
文献[1-6]对高盐度废水处理方法作了系统分析,重点论述了盐分对好氧、厌氧工艺的影响,耐盐微生物驯化以及盐分对废水脱氮除磷的影响。董志义等[7]以医药原料药废水处理为案例进行了分析,指出不同废水应采取不同的预处理方法。国外专家学者对高盐废水处理的研究也比较活跃,他们将高盐有机废水定义为含有机物和总溶解性固体物(TDS)的废水,其中TDS 的质量分数在3.5% 以上[8]。M.Ingram[9]的研究结果认为,当NaCl 的质量浓度大于10 g/L 时,微生物呼吸速率下降。AnLi 等[10]的研究表明,当NaCl 的质量浓度大于20g/L 时,会导致滴滤池BOD 的去除率降低。
我国的原料药生产已经有几十年的历史,制药废水的治理经验表明,这类废水较难处理,原因是废水具有m(BOD5)/m(CODCr)值低、含特征污染物(苯系物等)、盐度高和毒性强(如重金属等)的特点。本文以乙酸叔丁酯(AFT)及甲基咪唑(LST)化学原料药合成废水处理工程为例,说明此废水处理的工程设计、运行等方面的要点,以供从事该类废水处理的设计、施工、运行、管理人员参考。
1 工程设计与调试
1.1 废水水量、水质及排放要求
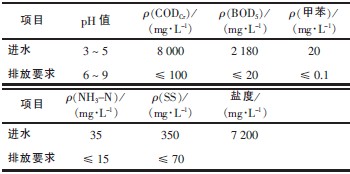
生产废水主要来源于结晶、洗涤、过滤、尾气净化工序,另外还有少量生活污水、循环置换水和冷凝水。主要生产原料有乙酸乙酯、丙酮、甲苯、甲醇、异丙醇、液碱和盐酸。综合水量250 t /d,废水水质及排放要求见表1。
表1 废水水质及排放要求
Tab.1 Wastewater quality and discharge standard
1.2 工艺流程
针对废水CODCr浓度高、m(BOD5)/m(CODCr)值低、盐度高、有机物(反应副产物及成品残留)多等特点,设计采用预处理-缺氧-厌氧-好氧-二次混凝沉淀组合工艺,废水处理工艺流程见图1。

图1 处理工艺流程
Fig. 1 Process flow of wastewater treatment
工艺流程具有如下特点:①废水分质收集,高盐废水采用三效蒸发方法脱盐;酸性废水单独中和;高温废水排出车间前做冷却处理。②一次混凝沉淀工序将废水中的副产物及成品残留物去除,为后续处理创造条件。③缺氧、厌氧、好氧污泥单独回流,避免兼氧、厌氧、好氧微生物混杂和交叉。④二次混凝沉淀工序是确保出水达标的必要手段,可以解决二沉池污泥膨胀的弊端。⑤设置容量足够的均质均量池,有效缓解车间排放的不稳定性废水给系统带来的冲击影响。
1.3 调试
采用同步培养法对活性污泥进行培养,对牲畜粪便中的厌氧菌进行驯化,培养厌氧污泥;用城市污水处理厂的脱水污泥进行好氧污泥的培养。将养猪场运来的发酵粪便置于培养池中,闭池发酵10 d,投加营养物质,注意pH 值变化,然后逐步加入经预处理后的生产废水, 30 d 后将混合液转移到厌氧反应器中,继续投加营养物质并按比例加入生产废水,调试阶段处于夏季,不考虑增温、保温措施。
2 运行结果分析
2.1 预处理
2.1.1 蒸发脱盐
设计采用三效蒸发工艺脱盐,考虑到脱盐成本高,本工程只对高盐废水(盐的质量分数大于4.0%)进行脱盐。脱盐设备主体材质采用316 不锈钢,蒸汽实际消耗量为0.55 t /t[废水]。脱盐装置已运行15 个月,整体效果不错,但设备腐蚀较为严重,蒸汽消耗量逐步增加。原因是废水中的盐分主要为NaCl, Cl-在高温情况下对不锈钢的腐蚀加剧;废水中含有易结垢性物质,附着在热交换器的内壁,使能效比降低。解决设备腐蚀问题的方法有2 个:一是采用耐腐蚀的钛材,二是向废水中投加缓蚀剂。为降低结垢对脱盐设备的影响,可以在废水中加入阻垢剂。
2.1.2 中和
废水排放具有间歇式的特点,有酸性废水,也有碱性废水。利用酸性废水中和碱性废水,中和后pH 值为5~6,再投加碱(NaOH)调节pH 值至6 ~9,有效减少了药剂消耗量,反应时间为15 min。
2.1.3 絮凝沉淀
絮凝池采用机械搅拌, pH 值控制在6~9,多格絮凝池串联,形成絮凝梯度。絮凝时间30 min,沉淀时间2.5 h。搅拌强度10 W/m3[废水],絮凝剂和助凝剂分别为PAC 与PAM。采用斜管沉淀池,泵吸排泥。絮凝沉淀对悬浮物的去除率为80%~ 95%,达到设计要求。但运行及调试结果也表明, PAS 也是较好的絮凝剂,投加量较小,絮凝沉淀对悬浮物的去除率达到85%~ 97%。不过当采用PAS 为絮凝剂时,厌氧反应器硫化氢产量明显增加,二沉池出水色度较深。
投加PAC,虽然增加了废水中Cl-浓度,但是对后续生化几乎没有影响,原因是Cl-对微生物生命活动影响甚微,而Na+则是生物处理系统处理效率降低的主因。
2.1.4 均质均量池
均质均量池具有足够的水力调节容积(72 h),能有效应对水质水量波动对生化处理系统的冲击,稀释调和废水中的盐分、杂环类等有毒有害成分。同时,均质均量池还有着重要的保安和指示功能。均质均量池pH 值变化也反映了均质的效果,如果pH 值降低,则表明HRT 过长,过早地消耗了废水中的有机物,导致后续生化工序碳源缺乏。为防止均质均量池出现酸化现象,在池底布置空气管,实施间歇曝气,抑制微生物生长,也防止泥沙沉积。
2.2 缺氧/厌氧
2.2.1 缺氧池
在高盐废水处理工艺中,缺氧池HRT 不宜过长,一般不超过18 h。缺氧池是集厌氧、兼氧、好氧微生物于一体的构筑物,自下而上分布有厌氧、兼氧、好氧微生物。一般情况下,兼氧微生物是缺氧池的优势菌落,若废水HRT 超过18 h,其酸败的趋势明显加剧,因为生成的有机酸等无法进一步代谢为CO2和H2O。相反,当废水HRT 小于8 h,兼氧微生物对废水中大分子有机物水解不完全,废水m(BOD5)/m(CODCr)值没有明显提高,加大了后续处理的难度。由于废水盐度较高,缺氧池出水须沉淀以分离污泥,污泥回流至缺氧池补充微生物浓度。缺氧池是好氧池之前的一个过渡性构筑物,间歇向缺氧池鼓风曝气,曝气量根据水力搅拌和DO浓度进行调节, DO 的质量浓度控制在0.2 mg /L。
本工程设计缺氧池采用推流式水解酸化型,HRT 为12 h,在有效提高m(BOD5)/m(CODCr)值后将废水提升至厌氧反应器中。
2.2.2 厌氧反应器
厌氧反应器采用上流式厌氧污泥床反应器(UASB),半地上式设置, HRT 为24 h,单台尺寸Φ× H = 4 200 mm × 12 800 mm,材质为碳钢,内外加强防腐。厌氧反应器自下而上分为配水区、混合区、填料区、静置区、分离区,内循环比为0.5 ~2.0。沼气经净化除臭后高空排放。厌氧混合液pH值维持在6.2~7.8,温度为35 ~38 ℃,蒸汽换热器辅助加热。厌氧反应器容积负荷变化见图2。
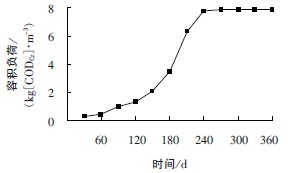
图2 厌氧反应器容积负荷
Fig. 2 Volume loading of anaerobic reactor
运行180 d 时,厌氧反应器容积负荷达到3.44kg[CODCr]/m3, 240 d 时容积负荷达到7.78 kg[CODCr]/m3,基本达到设计要求。厌氧容积负荷提升缓慢的原因主要有以下几点:①废水盐度高,Na+使细胞渗透压增大,抑制产甲烷菌的繁殖;但随着进一步驯化,产甲烷菌将逐步适应高盐环境,表明Na+对产甲烷菌的抑制影响是可抑的。②废水中含有的苯系污染物对厌氧微生物具有一定的毒害影响,需要一个逐步适应的过程。③运行初期,厌氧反应器内乙酸浓度的变化幅度较大, pH 值下降迅速,反馈时间较长。
2.3 好氧与出水
好氧池采用完全混合式曝气池。HRT 为18 h,内挂纤维填料,采用微孔曝气。二沉池HRT 为3h,中心桶配水。运行前180 d,经常出现泡沫,二沉池污泥上浮现象频现且好氧池污泥的质量浓度一直低于2 000 mg /L。原因是进水CODCr的质量浓度偏高,达到2 500~4 000 mg /L,盐度高,填料不利于污泥充分混合,污泥沉降性能欠佳。
后期时在二沉池出口增加混凝沉淀池(混凝时间20 min,沉淀时间2.5 h),拆除好氧池填料。同时加强对厌氧反应器的运行管理,控制温度、碱度、VFA 及进水CODCr值。改造后效果明显,运行结果表明:好氧池出水CODCr的质量浓度稳定在95~120 mg /L。好氧池有机污染物的削减效果见图3(图中CODCr的浓度是月平均值)。
由图3 可以看出,好氧池出水难以满足CODCr的质量浓度小于100 mg /L 的排放要求。因此,为保证废水能够稳定达标排放,需增加二次混凝沉淀池进行深度处理,使出水CODCr的质量浓度小于95 mg /L。
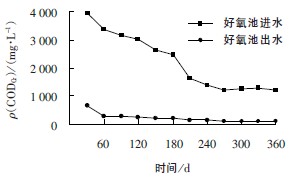
图3 好氧池有机污染物削减效果
Fig. 3 Removal of organic pollutants in aerobic pool
2.4 运行结果
工程运行15 个月时,各主要处理单元对废水中的污染物削减效果见表2。
表2 污染物削减效果
Tab. 2 Pollutants removal effect
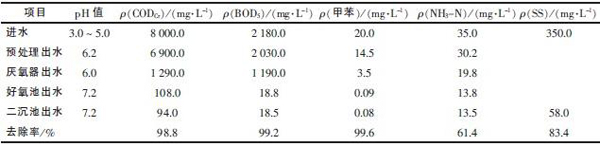
由表2 数据可看出,厌氧单元对有机污染物削减贡献比例达70.1%;预处理单元对废水中有机物的去除效果也明显,去除率达13.75%;好氧单元对有机物的去除率为14.95%。预处理单元对有机污染物的去除主要在混凝沉淀过程中,通过投加一定量的絮凝剂和助凝剂,使得部分大分子有机物发生共聚、沉淀,沉淀物的化学成分分析结果表明:约60%的杂环化合物和90%的悬浮物在此工序得到了去除。
2.5 经验探讨
(1)当废水中盐的质量分数大于0.7%时,应进行脱盐预处理,可选用多效蒸发、MVR 等方法。
(2)制药工业废水含有未反应的原料,或残留未分离完全的中间体、成品,宜采取混凝、过滤等预处理措施,将部分污染物先期分离出来。
(3)缺氧和厌氧工序应分开设置,且废水停留时间应协同确定,以使水解酸化进程与厌氧产甲烷进度一致,避免酸败现象的发生。
(4)二沉池出水宜进入混凝沉淀单元,以确保废水达标排放。
(5)在设计方面,厌氧反应器采用半地下式,有利于节能保温;采用管式曝气,可大大延长曝气系统寿命,而且布气均匀;缺氧池采用完全混合式,避免了推流式带来的混合不均匀;管道宜采用PE 管,避免ABS 材质;生化污泥与物化污泥分开处理,减少污泥处置成本;池壁采用增厚水泥砂浆层、贴铺耐酸瓷砖的防腐方式,经济可靠。
3 结语
(1)采用预处理(蒸发脱盐、中和、混凝沉淀)-缺氧/厌氧-好氧-二次混凝沉淀组合工艺处理制药工业废水,可以有效去除废水中的有机污染物,CODCr、甲苯、氨氮去除率分别为98.8%、99.6%和61.4%,出水水质满足GB 8978—1996《污水综合排放标准》一级标准的要求。
(2)缺氧、厌氧、好氧工序的污泥单独回流,可以减少菌群混杂,利于优势微生物的生存。缺氧单元对废水可生化性有一定提高,厌氧单元是去除有机污染物的主要工序,有机物削减比例达70.1%。
(3)废水含氯化钠的质量分数为0.72%,二沉池出水进入混凝沉淀池,是出水稳定达标的重要保障。
(4)废水处理直接成本9.8 元/m3,蒸发脱盐186 元/m3。
(5)制药工业废水成分复杂,除了特征污染物不同,废水的其余特征相似。如何进一步提高厌氧污泥负荷,提升好氧污泥耐盐性能以及创新改进工艺组合是制药废水处理的重要研究方向。
参考文献:
[1]邹小玲,丁丽丽,赵明宇,等.高盐度废水生物处理研究[J].工业水处理, 2008, 28(9):2-4.
[2]农少梅,李捍东,张树增,等.高盐废水处理技术研究新进展[J].江苏环境科技, 2008, 21(6):72-74.
[3]王爱芳,鲍建国.高盐废水生物处理研究现状[J].环境科学与技术, 2009, 32(9):209-211.
[4]彭光霞,周岳溪,何绪文,等.高含盐有机废水MDAT-IAT 生物处理工艺研究[J].环境科学研究, 2006, 19(3):71-73.
[5]金可勇,周勇,金水玉,等.高盐度废水的新型膜法处理研究[J].水处理技术, 2009, 35(2):50-52.
[6]刘祥凤,李青山,乌锡康. 驯化活性污泥处理高含盐量有机废水的研究[J].工业用水与废水, 2002, 33(4):43-45.
[7]董志义,尤建平,杨天雄,等.医药原料药中间体废水处理[J].中国给水排水, 2005, 21(1):82-84.
[8] Binder.Use of SBR's to treat pesticide wastewater[A].Presented at the notre dame /mile hazardous waste conference [C].South Bend:University of Notre Dame, 1992.
[9] Ingram M.The influence of sodium chloride and temperature on the endogenous respiration of bacillus cereus [J].J Gen Physiol,1940, 23(6):773-779.
[10] An Li, Gu Guowei.The treatment of saline wastewater using a two-stage contact oxidation method [J].Wat Sci Tech, 1993, 28 (7):31-37.
作者简介:章程宏(1988-),男,安徽合肥人,硕士研究生,主要研究方向为有机工业废水的处理。



