����UASB��EIC����������֭��ˮ
ժҪ�����ij��������˾��֭������ˮ������EIC+UASB+�Ӵ��������ս��д������������ˮˮ�ʣ���(COD)Ϊ58 mg��L-1����(SS)Ϊ16 mg��L-1����(NH3-N)Ϊ2��65 mg��L-1����(BOD5)Ϊ13��5 mg��L-1����(TP)Ϊ0.20 mg��L-1�������ڡ���ˮ�ۺ��ŷű���(GB 8978--1996)�е�һ��������ϵͳ�����ơ������ȶ��Ҳ����������١�
�ؼ��ʣ���֭��ˮ�� UASB��EIC���Ӵ�����
��ͼ����ţ�X7 ���ױ�ʶ�룺B ���±�ţ�1004��8642(2006)03��0024��02
The Treatment Wastewater of Juice Products by EIC and UASB Technique
LIU Zi-iun
Abstract�� EIC��UASB and contact oxidation techniques were comfiined to process juice products on wasterwater of a beverage company��The specification for treated water was as the following����(CODcr)=58 mg��L-1����(SS)=16 mg��L-1����(NH3-N)=2��65 mg��L-1����(BOD5)=13��5 mg��L-1����(TP)=0��2 mg��L-1��which reached primary standard of Integrated Wastewater Discharge Standard(GB 8978-1996)��This process has the following advantages��easy controlment��stable operation and low sludge production��
Key words��Wastewater of Juice��UASB��EIC��Contact oxidation
���ݰ���������֭����˾��һ����������֭Ϊ������ҵ��Ϊ����ó�����ˮ�������⣬��2003��8�½����մ�����ˮ2 000 m3����ˮ������ʩ��������ԭ��Ʒ��������ˮ�����ˮվʵ�ʽ�ˮˮ�����������㲻��ʵ�ʴ�������Ҫ����ˣ���2004����ù�˾��ʵʩ�����������ǿ����ȫ���̿����Լ���ˮ������ʩ�������������֣��ϺõĽ������һ���⡣
�ù�˾���������������Ϊָ����ȫ����������и������ڣ��ҳ����ܵ���ȾԴ������Ľ���ʩ����ˮ����ϴ�������Ʊ���ե֭�ȹ����ų���ˮ���д�����ɳ�����м���������Ԥ������������������ˮ�������ӻ�е��դ��300 m3�������ظ�һ���������Ĺ��������������ͺ�������ϵͳ�Ĵ�������[1]��
1 ����ˮ������ʩ������ˮ������Ҫ
���ڷ�ˮվԭ��Ʒ��������ˮ�����ˮվʵ����ˮˮ������������ˮ������ʩ���㲻��ʵ����Ҫ����2005��Է�ˮվ���и��죮����UASB��EIC���ϼ���������֭��ˮ������˴���������ʹ�ŷŷ�ˮ�ﵽ���ұ���
1��1 ��ˮˮ��
���ݷ�ˮ����վ2004����������ݵ�ͳ�ƽ������ˮˮ��״�����l��ʾ��
��1 ˮ��״�� mg��L-1

1��2ԭ��ˮ������ʩ���ڵ����⼰����
1��2��1ԭ��ˮ������ʩ��������
ԭ��ˮ������ʩ��ƴ���ˮ��2 000 m3��d-1������UASB�����������������գ��乤��������ͼ1��
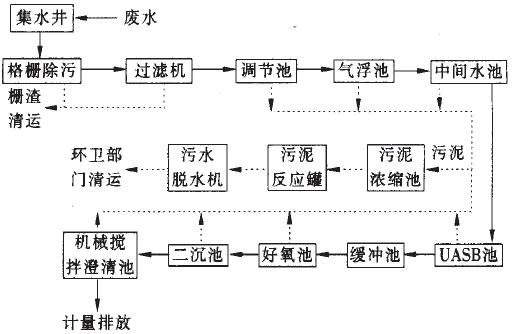
ͼ1 ԭ��ˮ������������
���ڷ�ˮ�Ľ�ˮָ�곬�����ָ���һ�������·�ˮվ��������Ϊ�������50����������Ҫ��
1��2��2�����������
ԭ��ˮ������������������ɣ�Ԥ��������(������դ���ۻ�����תʽ���˻������ڳء�������)��UASB����(�����м�ˮ�ء�UASB�ء������)�ͺ���һ���������(���������ء������ء���е��������)����ȻԤ�������ζ�SS���кܸߵ�ȥ���ʣ����������UASB��Ҫ������ԭˮ��COD���ߣ��仯���Ƚϴ��Ҵ����ܽ��Ե�COD����ʹ����UASBʱ��CODŨ��Զ����ԭ���Ũ�ȣ�������UASB�������ɣ�ʹ���������ͣ����㲻���ŷ�Ҫ��
2����UASB��EIC����������֭��ˮ
2��1�Ľ���������
Ҫ�ﵽ��ҵ��ˮ������Ĵ����������ڽ�ˮˮ�����ı������£�ֻ���跨��������������ֵĴ��������������������֤��������ԭ��ˮ����ϵͳ������һ��ռ�����С����������ǿ���������������������ʹ���Ӧ������EIC������������ѭ����Ӧ��)����������Ϊ1 200 m3��d-1�ɱ�֤�����н�ˮˮ������£��������εĴ�������2 000m3��d-1����ˮˮ�ʦ�(COD)��100 mg��L-1��
EIC��һ��EGSB��UASB��϶��ɣ���������������COD�ݻ������൱�ߣ�һ��ɴ�20 kg��m-3��d-1���ϣ���Ӫ,CODȥ���ʿɴ�85����Զ����UASB��Ӧ��[2]��
EIC������������Ӧ������ѵ������¶�Ϊ(35��2)�档�ڿ�����������������£����ڼ���������л����ữ��ɵ�pHֵ�����н�ǿ����Ӧ����������������pHֵ����ʡҩ������ʹ�����ɱ���͡������Ĺ���������ͼ2��
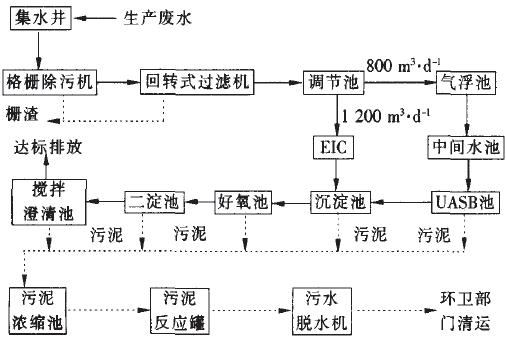
ͼ2 UASB��EIC��ˮ������������
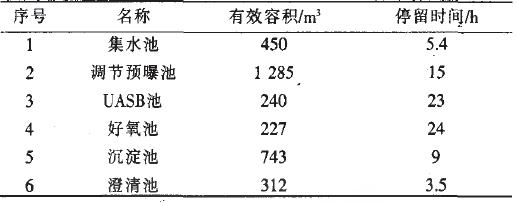
2��2��Ҫ�����P���ղ���
����ʵ��ˮ����������Ԫ��Ҫ����Ҫ�����P���ղ�������2��
��2 ������Ҫ��Ʋ���
3 ������
�������´���ϵͳ2005��8�¿�ʼͶ��ʹ�ã�����������ת���������չ��������ƣ��豸�����ȶ����ﵽԤ����Ŀ�ꡣ2005��12��5��7�գ����ػ������վ�Ըó�������ˮ������ʩ�������ռ�⣮�������3��
��3��ˮ����ϵͳ��ˮˮ��mg��L-1
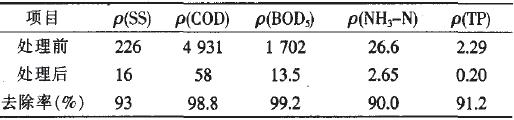
ע������ˮ��Ϊ2 000 m3��d-1
���ϱ����Կ������������ˮ����Ⱦ��Ũ�Ⱦ����ڡ���ˮ�ۺ��ŷű���(GB 8978-1996)��4һ�������ﵽԤ�����Ч����
4�������÷���
����EIC�����ķ�ˮ�ɲ��������κ�ҩ����ÿ���Լҩ����600Ԫ���ҡ����������ù���Ϊ11 kW��24 h���У�ÿ���������126��7Ԫ����ÿ������300 d��ÿ��ɽ�Լ���з���Ϊ14��2��Ԫ��
5����
(1)�Թ�֭�ӹ������ĸ�Ũ���л���ˮ����UASB+EIC+�Ӵ������������ս��д���������ߴ����������ͳɱ����������пɿ����������㡢����Ч���á�
(2)����ʵʩ�������ˮ�ʴﵽ����ˮ�ۺ��ŷű���(GB 8978-1996)��4һ�������Ӹ����������˶���Χˮ��������Ⱦ���������ҵ��չ�ĺ��֮�ǣ��������������Ч��ͻ���Ч�档
[�����]
[1]����÷������ʳƷ��ҵ��ˮ�������¼���[J]������������1999(11)��40��41��
[2]�佭������������ͥ�������ϴ������̼����ֲ�һ��ˮ��[M]����������ѧ��ҵ�����磬2000��662��679��
����飺���ӿ�(1967-)���У����շ����ˣ���ѧ���ƣ�����ʦ����Ҫ���»�������������
|
�����Ķ�
|



